|
Толстый слой керамики в пришеечной области, во-первых, очень часто отдавливает десну (мы наблюдаем это, как посинение), что приводит к рецессии, во-вторых, работает как ретенционный пункт, в котором оседают остатки пищи, что тоже приводит к воспалению и рецессии. Возникает вопрос — как решить проблему эстетики, добиться высокой транслюценции и не нарушить функцию протеза? Самым успешным можно назвать изготовление керамического плеча. «Керамическое плечо» — это технология изготовления одиночных коронок и опорных коронок мостовидных протезов, в которых вестибулярно или вкруговую вырезается пришеечная часть металлического каркаса. После нанесения опакера на освобожденное место накладывается плечевая масса. Дальше стандартным образом наносятся дентин, эмали и глазурь. Все кажется довольно простым, и возникает вопрос, почему эта техника редко используется. Проблема не в технологии, а в материале. Дело в том, что в этой простой технологии присутствует проблема, связанная с тем, что керамическое плечо может обладать недостаточной насыщенностью, что приведет к просвечиванию края металлического каркаса. Данную проблему с успехом решает плечевая масса из набора Duceram Kiss благодаря высокой насыщенности и четкому цветовому соответствию шкале расцветки Vita. Вторым серьезным преимуществом данной массы можно назвать два компонента, из которых она составлена: 1) высокотемпературные массы ^М),температура обжига 920 — 930°С, из которых формируется основа керамического плеча; 2) низкотемпературная масса (FSM), температура обжига 660°С, используя которую, зубной техник имеет возможность корректировать керамическое плечо уже готового, покрытого глазурью металлокерамического протеза. Рассмотрим основные этапы изготовления керамического плеча.
|
 | Рис. 2. Оксидация обработанных металлических каркасов проводится в соответствии с рекомендациями производителя сплава. |
 | Рис. 3. Металлический каркас покрывается опакерами. |
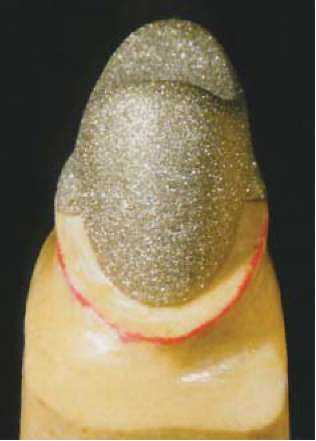
 | Рис. 4. Для предотвращения прилипания сырой керамической массы к гипсовому штампику последний покрывается отвердителем гипса, а затем сепаратором гипс — керамика. |
 |
|
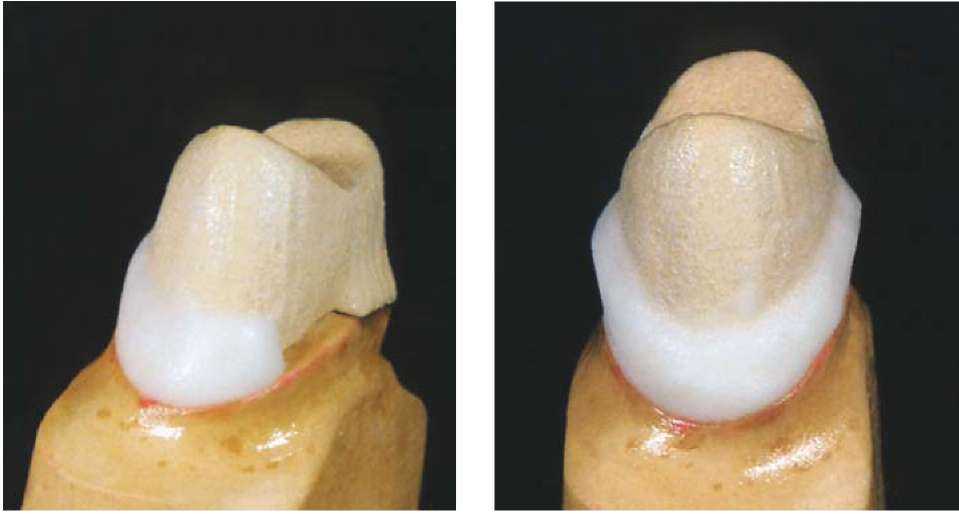
Рис. 5, 6. Плечевые массы смешиваются с жидкостью (SM Liquid) и наносятся стандартным, методом. |
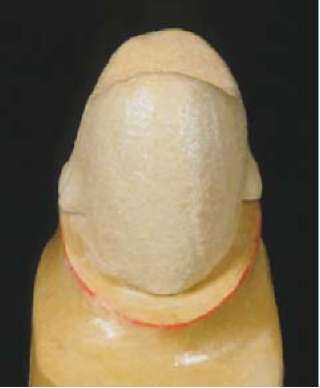
| Рис. 7. Колпачок осторожно снимается со штампика и обжигается по соответствующей программе. |
 |
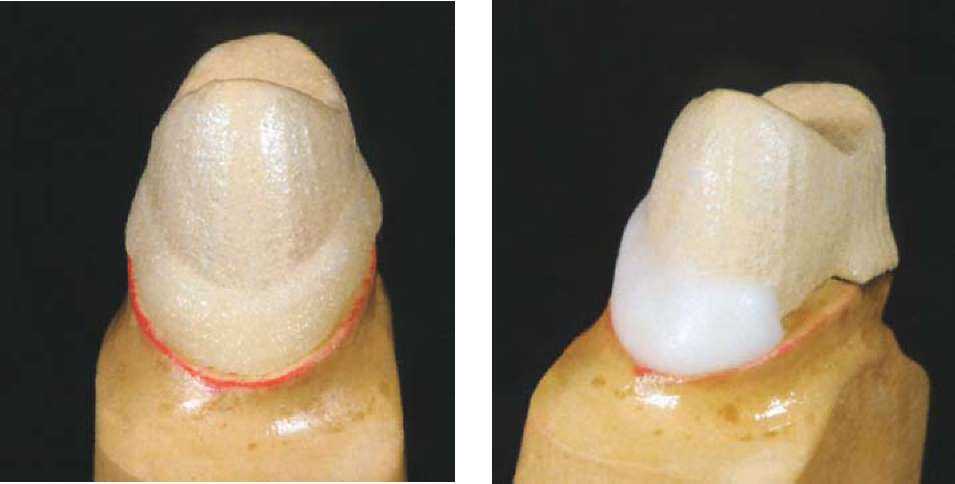 | Рис. 8, 9. Для компенсации усадки проводятся повторное нанесение и обжиг. |
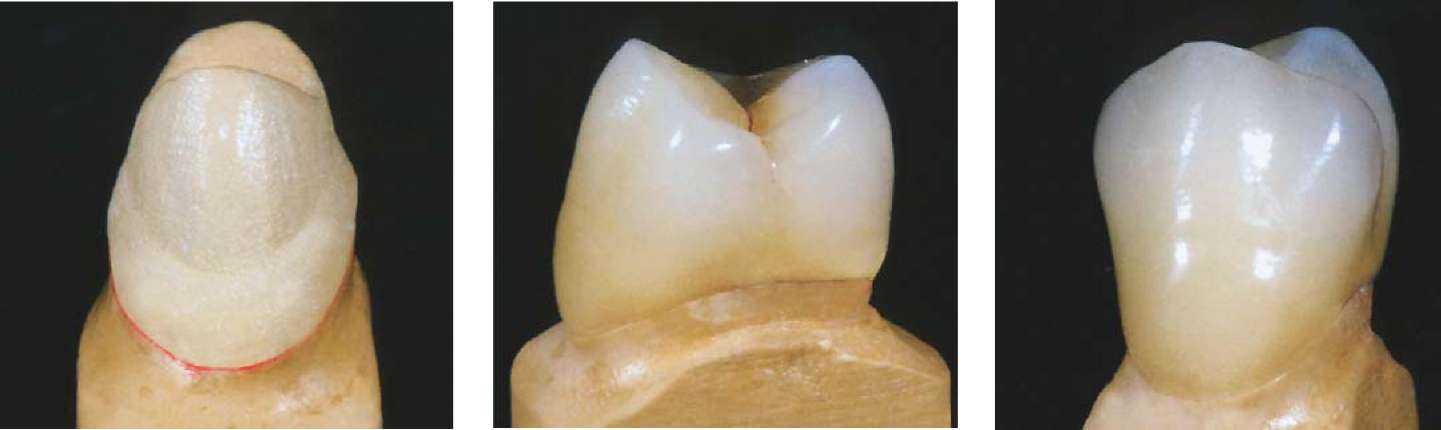 |
| Рис. 10. Рис. 11, 12. В случае если после второго обжига Далее проводится нанесение дентинов и эмалей по стандартной технике, краевое прилегание требует готовая работа покрывается глазурью и глазурными красителями. коррекции, ее можно будет На фото металлокерамическая коронка зубного техника-мастера выполнить после окончания работы. используя низкотемпературную плечевую массу (FSM), которая идентична по цвету высокотемпературной плечевой массе(SM). |