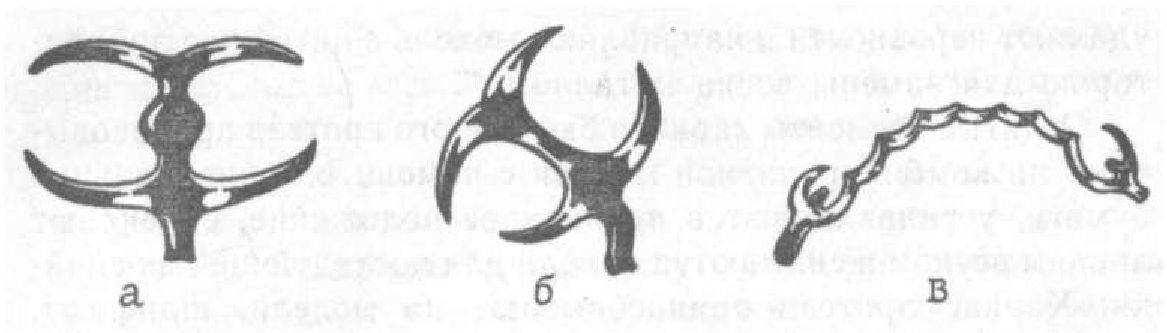
61. Кламмеры Бонвиля (а), Рейхельмана (б) и непрерывный (многозвеньевой) (в).
лом, их припасовка требуют от рабочей модели повышенной твердости Для этого изготавливают комбинированные модели, в которых опорные зубы отливают из высокопрочного гипса или легкоплавкого сплава. Это предупреждает стирание поверхности модели и зубов при моделировании восковой репродукции каркаса и последующей припасовке металлических элементов. Методика получения таких моделей описана в соответствующей главе.
Перед моделированием дуги протеза и ее седловидных частей, предназначенных для крепления пластмассы, места их расположения на модели покрывают оловянной фольгой толщиной I — 1,5 мм, бюгельным воском или лейкопластырем. При этом толщина слоев этих материалов на различных участках модели должна быть различной: в местах расположения дуги— 0,5—0,8 мм, на поверхности беззубой альвеолярной части (отростка) — 1,5—2 мм. Это предупреждает погружение дуги в подлежащие ткани и создает условия для укрепления ее окончаний в толще базиса протеза. Моделирование дуги протеза без прокладки может привести к неравномерному ее расположению по отношению к слизистой оболочке.
При изготовлении паяного каркаса бюгельного протеза моделирование его элементов из воска производят путем или использования стандартных восковых заготовок, или применения специальных силиконовых матриц (формодент). Для этого после промывания матрицы кипящей водой для удаления остатков воска и пыли с помощью нагретого шпателя, приложенного к палочке воска, наполняют соответствующее углубление матрицы расплавленным воском до уровня ее поверхности. Удалив излишки воска острым инструментом, освобождают восковую репродукцию.
Смазав поверхность опорных зубов и модели касторовым маслом, располагают на модели соответственно рисунку все восковые репродукции каркаса: сначала — дугу, ее ответвления, затем кламмеры и после тщательного моделирования.
удаляют неровности и направляют модель в литейную лабораторию для замены воска металлом.
Отлитые элементы каркаса бюгельного протеза припасовывают на комбинированной модели с помощью копировальной бумаги, устанавливают в правильное положение, склеивают липким воском и снимают с модели для последующей их спайки. Каркас протеза припасовывают на модели, шлифуют, полируют и направляют в клинику для проверки в полости рта.
Недостатками паяных каркасов бюгельных протезов являются неточности, связанные со снятием восковых деталей с модели н их возможная деформация, неизбежная усадка металла, а также наличие припоя, способствующего возникновению в полости рта явлений гальванизма.
Термическая обработка металлических деталей при спайке приводит к нарушению эластических свойств, особенно необходимых кламмерам для надежной фиксации протеза на опорных зубах.
Паяный каркас бюгельного протеза изготовляется при отсутствии условий для отливки цельнолитых бюгельных каркасов и изготовлении несложных конструкций протезов.
Технология изготовления цельнолитого каркаса со снятием восковой репродукции с модели. После изучения модели в параллелометре и нанесения чертежа каркаса бюгельного протеза производят моделирование восковой репродукции по вышеописанной методике. Установив модель литниково-питающей системы, снимают восковую репродукцию каркаса бюгельного протеза и, установив на подопечный конус, производят облицовку огнеупорной массой. После высушивания облицовочного слоя литейный блок покрывают кюветой и пакуют огнеупорной массой (кварцевый песок с двумя влажными пробками). Высушив и прогрев кювету в муфельной печи, выплавляют воск и его место заполняют расплавленным металлом. Охладив кювету на воздухе, освобождают металлический каркас от паковочной массы, удаляют литники, припасовывают на модели с последующей отделкой, шлифовкой и полировкой. После проверки каркаса в полости рта пациента изготавливают восковой базис, ставят искусственные зубы и завершают окончательное изготовление протеза.
Изготовление цельнолитого каркаса бюгельного протеза при отливке его без модели имеет те же недостатки, какие были отмечены при изготовлении паяного каркаса. Этот метод применим лишь при изготовлении несложных конструкций протезов, при минимальном количестве опорных зубов, их параллельности. Снятие восковой репродукции каркаса бюгельного протеза с модели, как правило, приводит к деформации отдельных ее элементов и длительной припасовке готового каркаса, а иногда к полной его непригодности.