Фарфоровые и ситалловые материалы для зубных коронок имеют ряд преимуществ перед пластическими массами, а именно: не набухают, не являются микробопроницаемыми, не изменяют цвета, не истираются, а следовательно, не оказывают раздражающего и аллергического действия на органы полости рта и организм человека в целом. Выпускаемые керамические материалы имеют большую гамму цветов, и их применение позволяет достигать высокого эстетического эффекта на длительный период. Недостатками керамических материалов считают отсутствие пластичности и обусловленную этим хрупкость зубных протезов, что в сочетании с низкой истираемостью требует не только применения их по строгим медицинским показаниям, но и особой точности воспроизведения формы и окклюзионных соотношений при всех движениях нижней челюсти, точного выполнения всех технологических требований.
Наибольшее распространение в ортопедической стоматологии получил метод послойного изготовления коронок из керамических масс различного состава, свойств и назначения и их спекания в вакуумной электропечи. Слои керамических масс в искусственной коронке имитируют ткани естественного зуба (рис. 106; рис 106, а см. на цвет, вкл.) и подразделяются на базисный (грунтовый), дентинный, эмалевый и стеклянный. В некоторые комплекты входят также глазурь и минеральные красители.
Базисная (грунтовая) фарфоровая масса непрозрачна, так как содержит целый ряд наполнителей (оксиды металлов), является основным цветообразующим слоем керамической коронки и обеспечивает ее прочность. Толщина этого слоя 0,3—0,4 мм. Дентинную массу наносят на первый слой, с ее помощью придают форму коронке и необходимый цвет (слой дентина 0,5—0,8 мм). Эмаль и стекло используют для создания различной степени прозрачности в области режущего края коронки. Красители позволяют получить зональную окраску коронки зуба, тем самым индивидуализируя ее в соответствии с оттенком цвета зубов. Глазурь применяют для получения гладкой поверхности и естественного блеска искусственной фарфоровой коронки. Отечественные массы фарфора «Гамма» и ситалла «Сикор» не требуют использования глазури. Глазуровка коронок из этих материалов достигается остекловыванием наружного слоя коронки во время дополнительного обжига при доступе воздуха.
Процесс изготовления протеза коронки зуба из керамических масс многоэтапен и имеет следующую последовательность`: 1) выбор керамического материала для изготовления протеза коронковой части зуба, определение цвета зуба; 2) препарирование и получение слепка; 3) изготовление разъемной модели; 4) изготовление колпачка из платиновой фольги; 5) подбор комплекта масс согласно определен-
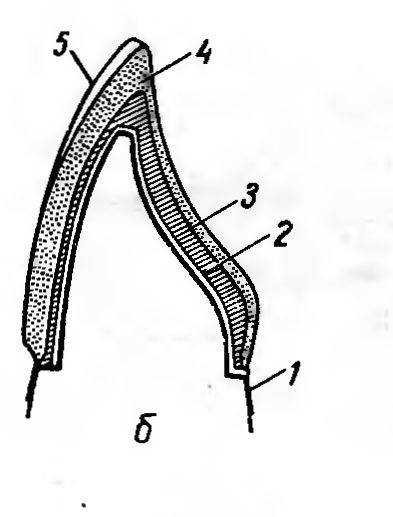
Рис. 106, б. Фарфоровая коронка. Соотношение слоев фарфоровых масс (схема).
/ — фольга. 2 — базисный слой; S — дентин-масса; 4 — эмаль: 5 — стекломасса.
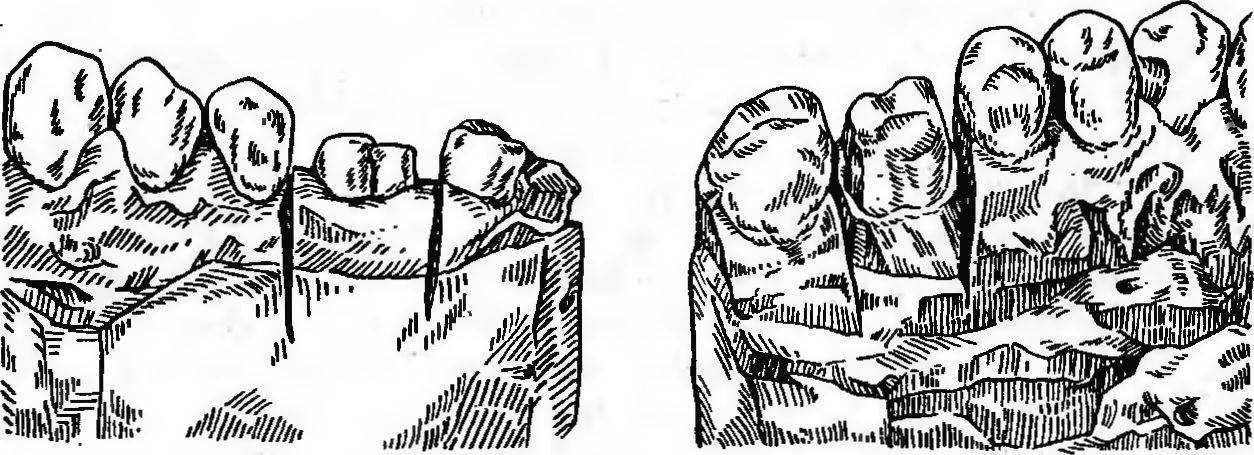
Рис. 107. Последовательность изготовления разъемной модели.
ному врачом цвету зуба; 6) приготовление масс; 7) создание каркаса коронки из базисной массы и его обжиг; 8) моделирование анатомической формы коронки с помощью дентинной, эмалевой и стеклянной масс; 9) обжиг коронки; 10) припасовка коронки во рту; 11) корректировка размера и формы; 12) глазуровка; 13) корректировка цвета; 14) фиксация коронки в полости рта.
Изготовление разъемной модели. Применяют методику, описанную в разделе «Модели». Чтобы получить высокопрочную разъемную модель для изготовления керамической коронки, несколько иначе подготавливают основание модели зуба. Распиливают рабочую часть разъемной модели, извлекают культю протезируемого зуба и обрабатывают участок основания культи от уступа в направлении к штифту на протяжении 1,5—2,0 мм слегка на конус. Сужение на конус направлено к уступу (рис. 107), что должно обеспечить свободное снятие платиновой матрицы с модели зуба. Остальная часть имеет параллельные стенки или суживается в сторону штифта. Обработку основания модели зуба проводят цилиндрической металлической фрезой при небольших оборотах бормашины.