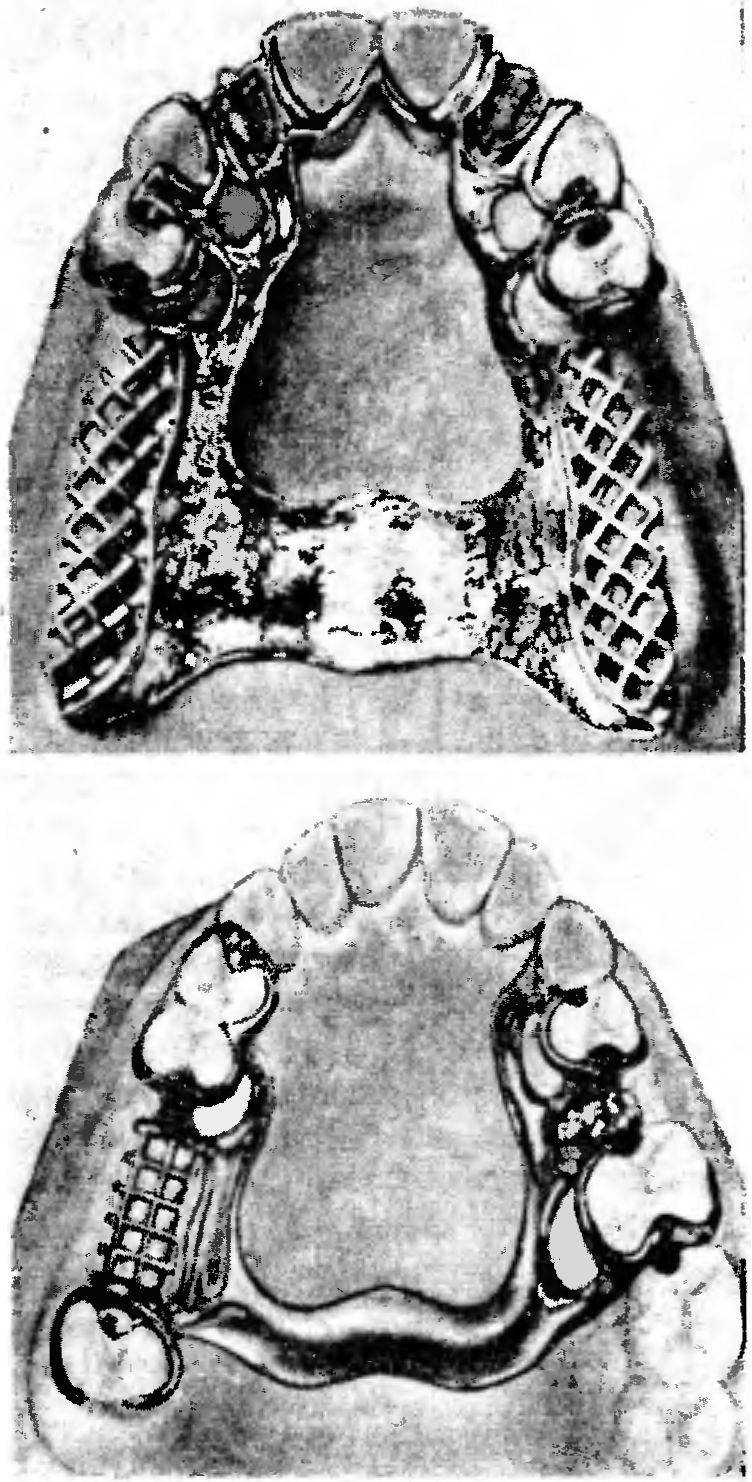
Рис. 158. Расположение и формы дуги бюгельного протеза на верхнюю челюсть.
время остывания металла за счет коэффициента теплового расширения огнеупорной массы.
По первому методу обычно изготавливают каркас бюгельного протеза простой конструкции: 2—3 кламмера Аккера и дуга без дополнительных ответвлений. Технологическая последовательность при этом складывается из следующих этапов: 1) получение рабочей модели из прочного гипса (для экономии можно получать комбинированную модель) и вспомогательной модели из обычного гипса; 2) изучение опорных зубов рабочей модели в параллелометре и нанесение на них общей экваторной линии; 3) разметка рисунка кламмеров на опорные зубы; 4) нанесение рисунка дуги, удерживающей части каркаса базиса и границ седловидных частей; 5) нанесение изоляционного слоя на зоны расположения дуги и удерживающих частей; 6) моделировка из стандартных восковых заготовок каркаса протеза; 7) установка литникобразующих штифтов; 8) снятие восковой репродукции с модели; 9) установка репродукции на подопочный конус и литниковой системы (отводных каналов); 10) нанесение облицовочного слоя литейной формы; 11) формовка выплавляемой модели огнеупорными наполнительными смесями; 12) выплавление воска, сушка и обжиг формы; 13) процесс литья; 14) удаление литниковой системы и обработка каркаса; 15) наложение каркаса на рабочую модель и уточняющая обработка и полировка его; 16) проверка точности изготовления каркаса в клинике; 17) изготовление из воска седловидной части и постановка искусственных зубов; 18) замена воска пластмассой, полимеризация и обработка пластмассы.
Изучение на модели коронок зубов, которые врач выбрал в качестве опорных, производят в соответствии с методикой параллелометрии, варианты которой описаны ранее. При логическом методе модель закрепляют на столике параллелометра и его площадку располагают горизонтально. К каждой коронке последовательно подводят штифт-анализатор и, проведя по всему периметру исследуемой коронки, зрительно определяют линию клинического экватора, величину окклюзионной и гингивальной частей. Если на каждом опорном зубе определяется зона ретенции, то штифт-анализатор заменяют на штифт с грифелем и проводят линию клинического экватора. Затем карандашом или фломастером, обязательно отличающимся по цвету от цвета грифеля, наносят рисунок контуров кламмеров и других частей металлического каркаса.
Если первый анализ опорных зубов показывает, что при таком положении модели ретенционные зоны близко прилежат к десневому краю или, наоборот, линия экватора приближена к окклюзионной поверхности зубов (т. е. отсутствует место для расположения стабилизирующей части), наклоняют модели в ту или иную сторону, руководствуясь описанными выше закономерностями перемещения линии экватора при наклоне зуба. Например, наклон модели кзади ведет к перемещению линии экватора на апроксимальномедиальной поверхности от жевательной поверхности к десневому краю, а на апроксимально-дистальной — к приближению линии экватора к окклюзионной поверхности. Наклоняя модель, штифтоманализатором исследуют величину и топографию окклюзионной и гингивальной зоны (см. рис. 153), добиваясь равной их величины, I что позволяет применить наиболее простой и эффективный вид| кламмера — кламмер Аккера. Возможен, как указывалось, выбор одного из пяти основных видов кламмера.
Проведя линию экватора, наносят рисунок всех металлических частей каркаса бюгельного протеза. Положение нижнего края ретенционной части плеча кламмера определяют с помощью штифта — измерителя степени ретенции.
Для хромокобальтовых сплавов при толщине плеча кламмера, равной толщине стандартных восковых заготовок, лучше использовать ретенцию 0,5 мм.
После нанесения рисунка приступают к подготовке модели для того, чтобы дуга и участки каркаса для фиксации базиса не прилегали к слизистой оболочке. Для этого из оловянной или свинцовой пластинки толщиной до 1,5 мм вырезают соответствующих размера и формы плоскости, обжимают их по модели и приклеивают к ней универсальным клеем. Можно использовать лейкопластырь, на который следует нанести 1—2 слоя изоляционного лака.
Моделировку каркаса бюгельного протеза осуществляют стандартными восковыми заготовками из эластичной силиконовой матрицы. Отдельные элементы подбирают соответственно размерам зубов и виду кламмера, величине дефекта зубного ряда.
Изготовление восковой композиции каркаса начинают с размещения восковых заготовок для фиксации базиса, ориентируясь по рисунку на модели. Так как восковая заготовка фиксирующей части имеет часть дуги каркаса, то ее прижимают к модели, предварительно размягчив, по чертежу дуги. Недостающую часть ее восполняют профильными полосками воска. После этого линии стыка соединяют воском того же состава и проверяют плотность прилегания воска к модели.
Затем приступают к созданию кламмерной системы, предварительно нанеся на зубы тонкий слой вазелинового масла. Восковую заготовку кламмера, подобранную соответственно размеру коронки, вначале прижимают к боковой поверхности зуба телом кламмера, затем окклюзионной накладкой. Плечи кламмера Аккера располагают таким образом, чтобы Уз (стабилизирующая часть) разместились над линией экватора, а концевая треть (ретенционная часть) —под этой линией, соответственно начерченной штифтом-измерителем бороздке. При этом следят, чтобы переход от стабилизирующем части к ретенционной был плавным по ширине и толщине, постепенно уменьшаясь к концу плеча. После этого якорную часть кламмера пригибают к каркасу и присоединяют к нему дополнительной порцией воска.
Замещающую часть бюгельного протеза можно выполнить в виде фасеток. Тогда ее моделируют по правилам, описанным в главе XI, и соединяют с дугой. Затем устанавливают литникооразующие штифты по правилам, описанным в разделе «Литье сплавов металлов».
Перед снятием восковой заготовки с модели для предупреждения ее деформации допустимо объединение участков седловидной части тонкой металлической проволокой или капроновой леской. Можно также скреплять тела кламмеров правой и левой сторон.
Далее осуществляют литье и обработку каркаса бюгельного протеза. Следует помнить, что при припасовке каркаса на рабочую модель необходимо накладывать его по избранному пути введения. При этом ретенционные части плеча кламмера не рекомендуется стачивать: допустимо, чтобы они срезали часть гипса коронки, так как упругость . этой части кламмера выше прочности гипса.
Второй метод — изготовление цельнолитого каркаса с отливкой его на огнеупорной модели. Он отличается от первого последовательностью. Сначала готовят рабочую модель, изготавливают ее копию из огнеупорной массы, создают литниковую систему и производят формовку огнеупорной модели.
Получение огнеупорной модели. После параллелометрии, нанесения рисунка каркаса протеза и получения бороздок, указывающих расположение нижнего края ретенционной части плеча кламмера, на все участки рабочей модели, имеющие поднутрения, наносят слой тугоплавкого воска или мольдина. Затем в параллелометре штифтножом сглаживают излишки во всех участках до отвесной цилиндрической поверхности (рис. 159). Такая подготовка модели предупреждает отрыв дублирующей массы при изъятии из нее гипсовой рабочей модели. Дополнительный слой воска не должен пересекать рисунка контуров каркаса и нанесенных бороздок.
Подготовленную модель погружают на 2—3 мин в воду и делают огнеупорную рабочую модель (рис. 160).
На поддон кюветы для дублирования помещают рабочую модель и при наличии зазоров закрывают их любым пластичным материалом (мольдин, пластилин). Поддон накрывают кюветой, имеющей 2—3 отверстия на торце. Предварительно в специальном устройстве или в сосуде на водяной бане разогревают, постоянно помешивая, гидроколлоидную массу. О готовности массы судят по ее консистенции и гомогенности: масса должна быть без комочков и температура ее не должна превышать 55—60°С. При температуре массы 38—45°С ее заливают в кювету через одно из отверстий на торце. Масса застудневает на воздухе в течение 30—45 мин, переходя в прочный эластичный гель. После этого необходимо кювету поместить под струю холодной воды на 15—20 мин, чтобы и внутренние слои

Рис. 159. Подготовка рабочей модели к дублированию. Момент устранения поднутрений.
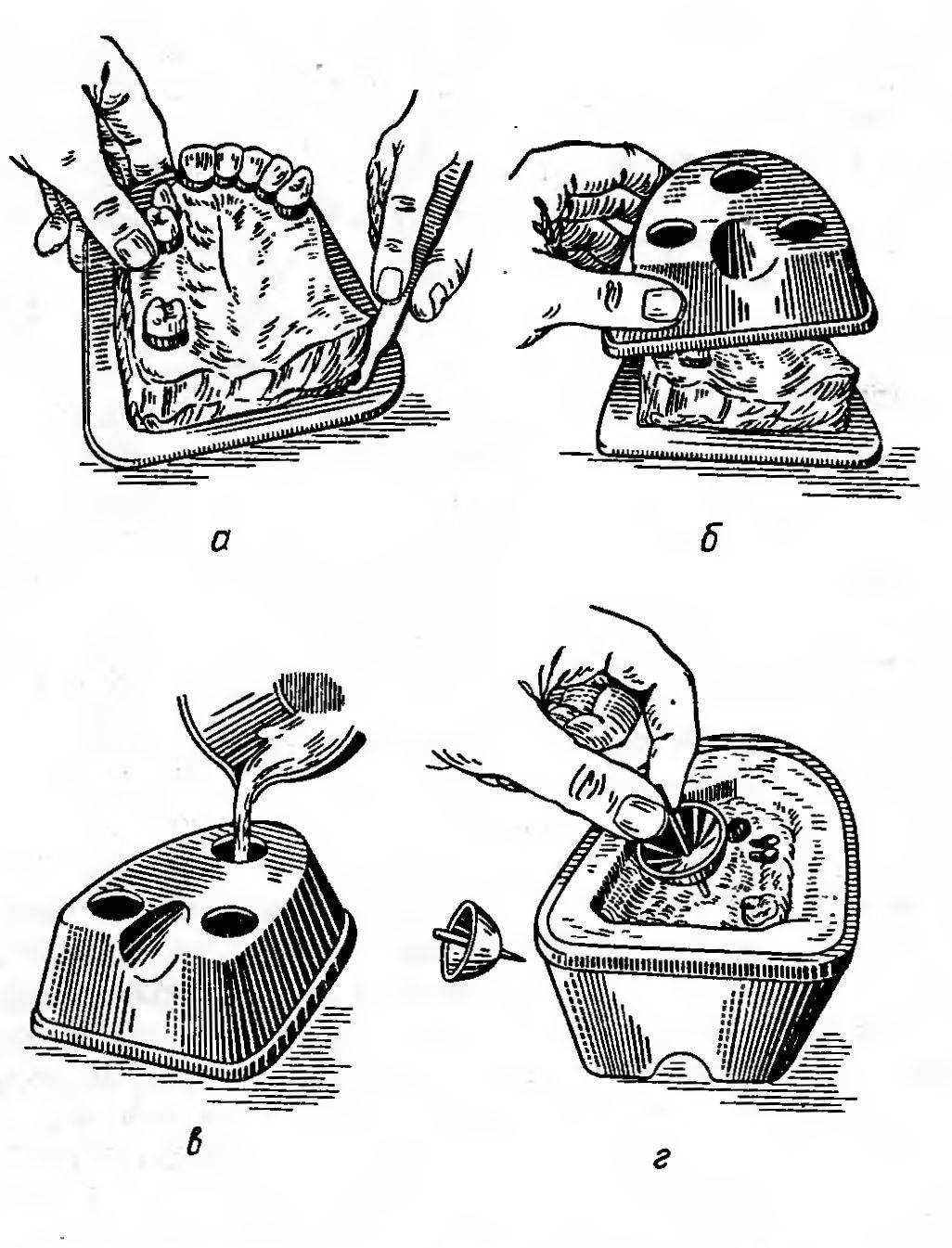
Рис. 160. Этапы получения дублиробанной модели из огнеупорной массы. Объяснение в тексте.
массы затвердели. Сняв поддон кюветы, из массы извлекают гипсовую рабочую модель.
Полученная по гидроколлоидной массе форма и является точной формой для огнеупорной рабочей модели. Со стороны снятого поддона в центр слепка из гидроколлоидной массы устанавливают, вколов в нее, стандартный конус и заливают огнеупорной массой («Силамин», «Кристосил-2»). Эти массы приготавливают в соответствии с инструкцией. Они имеют небольшой процент расширения при затвердевании (0,2%) и термическое расширение при температуре 500—700°С не менее 0,8%. Вместе с объемным расширением супергипса при затвердевании это компенсирует усадку металла при его отверждении.
После отверждения огнеупорной массы и кюветы через заливочные отверстия выдавливают дублирующую форму. Освобождают огнеупорную модель от массы путем послойного срезания.
Все огнеупорные модели требуют специальной термохимической
обработки. Термическую обработку при температуре 120—160°С производят в течение 30—40 мин в сушильном шкафу, предварительно прогретом до 40°С. Высушенную неостывшую модель на 30— 60 с помещают в расплавленный (150°С) закрепитель для придания прочности и гладкости поверхностным слоям модели.
На подготовленную таким образом огнеупорную модель наносят рисунок каркаса (рис. 161), ориентируясь на рисунок на рабочей гипсовой модели, а по насечкам определяют нижние границы ретенционной части. Затем по известной методике моделируют восковую композицию протеза (рис. 162). Литниковую систему создают из восковых дугообразно изогнутых заготовок, подводимых к наиболее толстым участкам. Литникобразующие штифты сводят к имеющемуся в модели отверстию, образованному при ее отливке стандартным конусом.
Затем следуют процесс нанесения на каркас облицовочного слоя литейной формы, формовка модели, литье и отделка каркаса.