Параметры, определяющие качество литья при комбинации вакуума и давления:
Положение собранной формы в литейной установке Правильное положение заливаемого объекта в литейной установке при вакуумном литье зависит от конструкции печи. В устройствах, где залитая форма откатывается в сторону в процессе литья, необходимо обращать внимание на ее положение. Во всех других устройствах можно использовать форму в собранном виде без учета положения отливаемого каркаса в литейной установке.
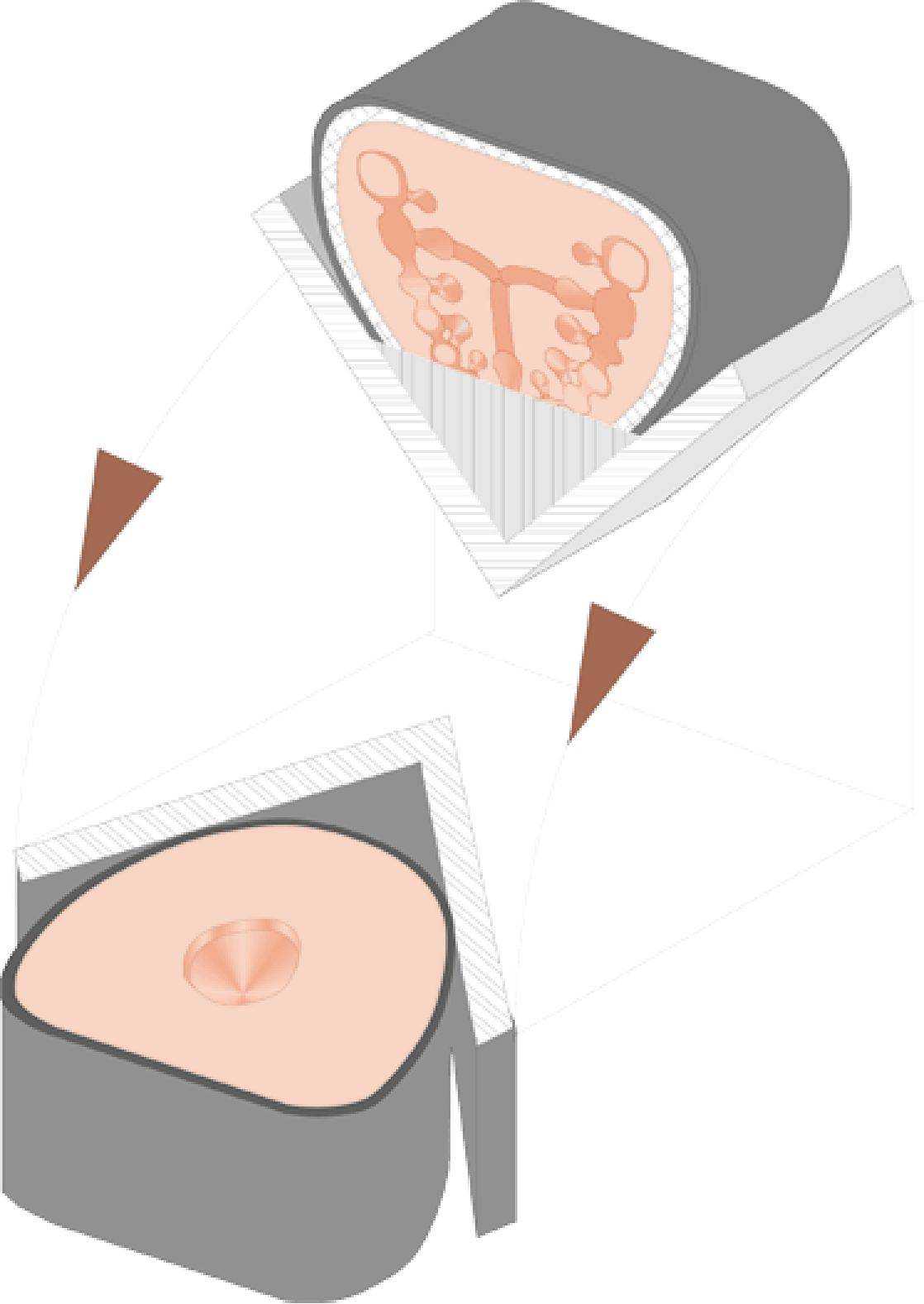
Правильное положение собранной формы при CL-IG и CL-IQ В индукционной печи собранную форму устанавливают горизонтально, чтобы отливаемый объект был направлен вниз. В этих устройствах расплав затекает во время вращения литейной формы. Если она расположена вертикально, заполнение расплавом происходит под воздействием вакуума, и последующего воздействия давления, уплотняющего расплав. |
Вакуумное литье
| Вакуумное литье Для вакуумного литья подходят только закрытые процессы плавки с использованием печей нагрева сопротивлением или индукционного нагрева. Плавление в вакууме не повышает качество отливки. По этой причине предварительный прогрев сплава проводят без вакуума, создавая его только во время основной плавки и заливки после достижения температуры литья. Вакуум создает разрежение воздуха в литейной полости, уменьшая сопротивление воздуха для заполнения ее расплавом в процессе литья. Вследствие этого расплав заполняет около 90% литейной полости под действием вакуума и силы тяжести. Однако вакуум - это полностью безвоздушное пространство, а разреженное воздушное пространство не является вакуумом. По этой причине необходимо давление не менее 2,5 бара, чтобы вдавить расплав в литейную форму для заполнения остальных примерно 10% пустот, в которые он не вошел под действием вакуума и силы тяжести. Прилагаемая сила давления для уплотнения сплава должна составлять (в зависимости от величины формы в собранном виде) от 3,0 до 3,2 бара и действовать от 60 до 90 секунд. |