пуансоны (поршни), диаметр каждого из пуансонов меньше диаметра отверстия на толщину металла гильзы.
Каретки приводятся в движение за счет червячного винта, а в аппарате системы «Самсон» — рычажно-шестереночной передачи. Во время перемещения каретки пуансоны входят в отверстия плашки. Если поместить металлический диск над отверстием № 1 и прижать пуансоном, получается гильза. Затем ее размер по диаметру постепенно уменьшают до нужной величины, перемещая с одного пуансона на другой, меньшего диаметра.
В процессе штамповки металлов или сплавов последний приобретает наклеп за счет изменения молекулярного соотношения в структуре металла. Металл становится менее ковким и упругим, не поддается штамповке.
Чтобы вернуть прежние свойства металлу, необходимо его прогреть до соответствующей температуры, при которой восстанавливается молекулярное строение металла. Золото прокаливают до
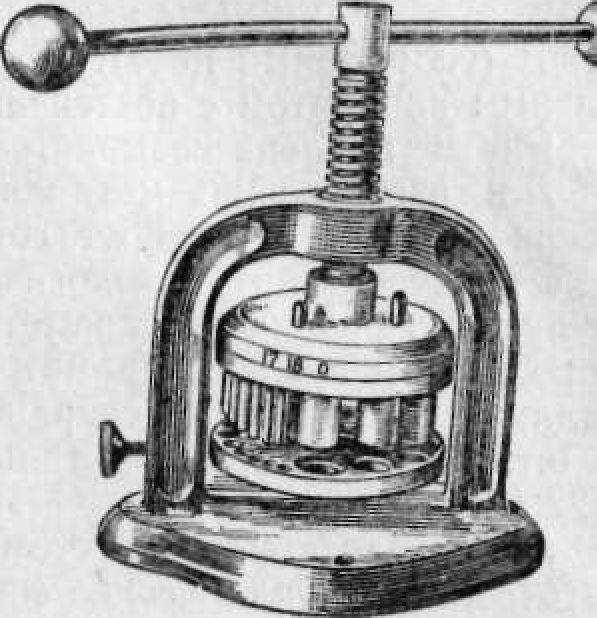
Рис. 66. Аппарат «Шарпа» для протягивания гильз.
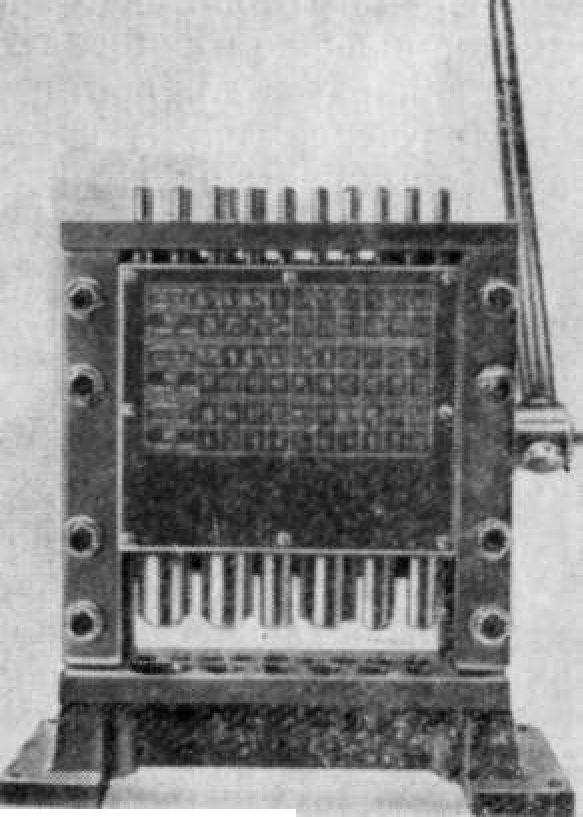
Рис. 67. Аппарат «Самсона» для протягивания гильз.
температуры 700° (до красного каления), сталь — до 1100° (соломенный цвет). Прокаливание производят лояльным аппаратом с постепенным охлаждением.
Снятие наклепа называется отпуском металла.
Для изготовления металлических коронок из нержавеющей стали применяют готовые гильзы, изготовляемые на заводах стоматологических материалов. Гильзы выпускают различного диаметра. За счет этого при подборе гильзы нужного диаметра по приготовленному металлическому штампу сокращается процесс подготовки к штамповке. Толщина стальных металлических гильз 0,22 мм.
Ленинградский завод стоматологических материалов изготовляет металлические фасонные гильзы для метал лических коронок, форма которых приближена к форме резцов, клыков.
Фасонные гильзы выпускаются от № 1 до № 9. Форма № 1 равна 5 мм в диаметре, а форма № 9 — 9 мм. Высота гильз 11 —12 мм.
Для золотых и платиновых гильз применяются круглые диски определенной величины. Выпускаются диски трех размеров: 3; 2,8; 2,3 см, толщина 0,25—0,28 мм.
Перед изготовлением коронок из платины и золота из дисков вначале изготовляют гильзы путем протягивания их в аппаратах для протягивания гильз.
Получение гильзы из металлического диска требует некоторых навыков. Прежде всего диск нужно правильно поместить на фальц (выступ) плашки соответствующего по размеру гнезда, так как малейший перекос может привести к порче гильзы.
Чтобы при протягивании на первом пуансоне не образовалось складок на стенках гильзы, рекомендуется гильзу покрыть 2—3 слоями бумаги, вырезанной в виде дисков.
При дальнейшем протягивании золотых, платиновых и стальных гильз на аппаратах нужно помнить об изменении механических свойств металла. Гильза становится тверже, труднее протягивается, образуется так называемый наклеп, поэтому в процессе протягивания приходится несколько раз прожигать гильзу, т. е. подвергать ее термической обработке.
При протягивании гильз не допускается переход с одного пуансона на другой через 1—2 номера: можно порвать гильзу и испортить пуансон.
При механической обработке гильзы на металлическом штампе, при так называемой чеканке, от усилия удара по внешней поверхности и дальнейшей штамповке может возникнуть истончение стенки гильзы. Истончение гильзы со стороны жевательной или режущей поверхности приведет к быстрому износу коронки в полости рта. Поэтому при чеканке золотых и платиновых гильз применяют роговые молоточки, а лучшим методом штамповки для предохранения от истончения гильзы является наружная штамповка.
При использовании комбинированной штамповки стенка гильзы ложится между штампом и контрштампом и во время удара истончается, что также приводит к потере прочности коронки.