Выплавление воска из кюветы производится при температуре 120—150°С в сухожаровом шкафу. Затем литейную форму устанавливают в муфельную печь и прокаливают ее до температуры 900—1000°С
в течение 30—40 мин. Плавление металла производится в высокочастотной установке при температуре 1500°С.
После охлаждения отливку удаляют из литейной формы, металлической щеткой отделяют формовочную массу, отрезают литники вулканитовым диском, заглаживают места прикрепления литников и припасовывают базис на модель из твердого гипса (рис. 143).
Для придания протезу блеска производят электрополировку в течение 3—5 мин, после чего врач припасовывает базис в полости рта пациента. На базисе формируют прикусные валики, опреде-
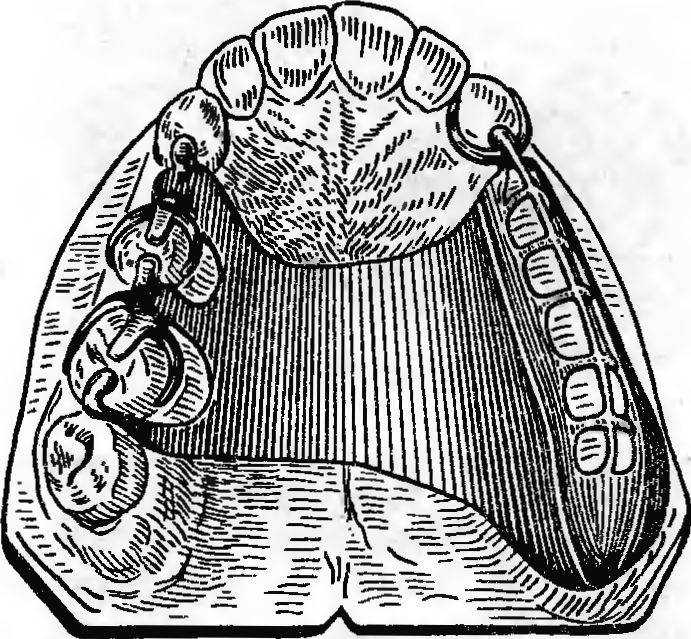
Рнс. 143. Каркас цельнолитого базиса съемного пластиночного протеза.
ляют центральное соотношение, челюстей, производят постановку зубов, моделируют базис, проверяют конструкцию протеза в полости рта больного, замещают воск пластмассой, шлифуют и полируют.